By Unr3aL
Bring back editing Chip load/RPM/Feed directly
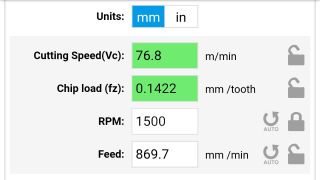
Hi there, we used to be able to edit the Chip load, RPM and feed in the results directly in older versions (before UI update). Now this functionality is gone and I can only use those sliders (which, with 10% increments is quite unprecise). I can tap the fields and enter a value, but on pressing enter, the fields simply default back to the prior calculation result. Is this behaviour intended, or is it a mere oversight of a bug? The only field that is directly editable is "Vc". I kind of need this feature back for working with those old manual machines that have fixed gearboxes for fixed speeds and feeds... Say, the resulting RPM are 834 but my machine only has 600 and then 1000, then I'd choose 600, enter 600 in FSWizard and it would calculate/correct the other values accordingly. I know this might be a bit of a nuisance to implement, as editing multiple fields would change previously entered values so I propose the following: [list=1][*]Assume all results fields were green (e.g. Initial calculation result = Auto-calculated). [*]One value is changed and from there on will not be changed by calculations anymore (e.g. it's now locked to the entered value) [*]Another value is changed and is now also locked. Only the remaining values now have to be calculated, based on the entries.[/list] Then, to reset any field to "auto-calculate" simply enter "0" in the field or press a "Reset"-Button next to the field (you'd have to implement it though...), you can make it, so the button only appears, when the value has been changed manually... Of course, all fields would be reset on change of any tool or material parameters. There, a simple "padlock"-button next to a result field could lock this value, so not everything is reset on a small tool change. I've attached a little picture of how I would envision that exactly. Let me know what you think, I hope it wasn't too long to read. Greetz, Unr3aL
Eldar Gerfanov (Admin)
Hi, Thank you very much for reporting the issue. This is definitely a bug and it affects things only in metric mode. I will fix it today and roll out an update. Thank you also for the suggestion. Right now it works(or at least supposed to) exactly like you described, but in order to reset the field to default, one must tap its label. No need to manually enter 0 value. Thank you and best regards!
Unr3aL
Alright thank you very much for the quick reply. I almost knew it was a bug... I've seen you haven't pushed the update as of yet. Might I ask one more little favor? Could you please add "L2 Tool Steel" to the materials database? It is very widely used in Europe (widely known as "Silberstahl e.g. Silver Steel" or Böhler K510. In fact, I don't know of a singe machining shop, that doesn't use it. The European Material number is 1.2210 and for AISI it's L2. I'd be very grateful for that. Sorry for not opening a separate thread, but it seems so minor... Thanks in advance, Unr3aL
Eldar Gerfanov (Admin)
Hi, I have just issued a release that fixes the bug you reported. Thanks! The material addition will be done in next update because it first has to go through HSMAdvisor. Regards!
Unr3aL
Hi, I'm afraid I have to report, that you didn't fully fix the bug. It works properly for most tools but it doesn't work for drill-like tools like twist drills or reamers. When editing RPM directly it either turns to "0" or to max. RPM setting... An even weirder thing happens with counterbores, where you enter another RPM value and it then changes to some arbitrary higher or lower value... I didn't have time to test all tools, but if you just try editing RPM for any tool, you will see which ones are problematic (f.e. all drill-like tools) If you need more input on the topic, feel free to ask... Thanks, Unr3aL
Eldar Gerfanov (Admin)
Hi, I will tackle it this weekend. Thank you!
Eldar Gerfanov (Admin)
Hi, So far it seems the issue was that I did not upload the latest version last time around... It seems that v1.522 fixes the issue. Let me know if you find something else wrong. Best regards!
Unr3aL
I'm afraid it's not. So far it worked only one time, but that might have just been luck... I've even deleted the Cache and App Data and redownloaded the 1.522 update to no avail. There are three types of behaviour happening, when entering RPM manually: 1. It works as expected (very rare) 2. It changes either to "0" or to Max RPM set 3. It changes to an arbitrary number more or less in the range of what i entered, but always around 100-300 above or below. I am using metric values all the way through. I've sent you a Dropbox-Link with two videos I recorded of the bug, hope it helps... By the way: Any news regarding the implementation of L2 Tool Steel? Greetz, Unr3aL
Eldar Gerfanov (Admin)
Hi, Thank you for following up. A couple of days ago i uploaded the fix and added the L2 material. Best regards!
Unr3aL
It seems to work now. Thanks a lot! Greetz, Unr3aL