Having done all the motor tuning and testing on the table, it was time to mount everything inside the machine enclosure.
I cut the heatsink to size enough to house four drivers, laid out some mounting holes, and drilled and tapped them M3.
Then drilled clearance holes in both the heatsink and the board and joined them with some 19mm long brass standoffs.
Drilled a hole in the enclosure for the motion controller mounting and LAN cable connection.
Then the main board containing drives and the power board and the breakout board were installed in the machine.
At this point, I realized the drive mounting scheme I chose was a mistake because it was a lot more challenging to connect the wires to the drive terminals so deep and so close to the enclosure. It helped to unscrew the main board, pull it out a little, connect the wires and only then push it back in and screw it to the wall of the enclosure.
Traced all the black cable going to the fuses and found which ones control the spindle and which ones go to the appliance plugs.
By fiddling with the controls on the front of the machine, identified all the wires and their functionality.
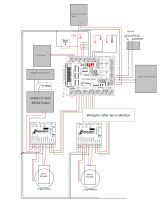
The Gecko G320X drives use the same (ERR/RES) pin controlling the drive fault reset and the error status.
When the drive is at fault (every time you startup or when the motor loses too many counts), it has a ground voltage of 0. If you pass +5v, it will reset the fault and enable the drive.
So I had to re-use the red cycle stop button to pul it to +5V when the machine is started. To sense the drive fault and stop the machine I used pin 12 (pull-down) on the C11G BOB. So when any of the drives pull ERR/RES to ground, the C11G board and mach4 react to it like an E-STOP.
The motors mounted back, and the encoder wires soldered directly to the data cable wires of the same colors. For that, I cut off the bulky DB-25 connectors.
Pay attention to the property belt tensioning. According to the manufacturer, the belt should sag a maximum of 1mm under the pressure of about 3 pounds applied at its middle point.
With everything connected, it is time to test the machine. See how it homes and runs!