Another week another update!
A few days ago a topic popped up in CNCZone's BobCad-CAM forums regarding why speeds and feeds in above mentioned BobCAM were so crazy and unworkable.
Users were complaining and raving about such a "simple" thing like a good speed/feed calculator being missing from there.
This is actually a trend in pretty much any other CAM software package.
They sell tool to create toolpaths.
Many give tools to create 2D geometry and even real solids.
But very few CAM packages offer anything that even remotely resembles working starting cutting parameters.
It does seem bizarre and strange. But every CAM program "knows" type of material being worked on. It knows type of tool, its diameter and length.
It even knows flute length, cutting depth, width, ramp angle... pretty much everything.
But given all that they are unable to combine all this data and produce Speed and Feed that would not either break the cutter or melt it into the work-piece!
Anyway. Back to the topic.
Someone on that forum thread mentioned my old FSWizard.
It sparked quite a lot of interest, and i popped in and dropped a link to the latest version of HSMAdvisor, so that they actually try and see what a good calc can do.
As a result i have received a ton of emails filled with suggestions and thank-yous.
Apparently many did not even know anything about it and were surprised how well it worked for them.
One guy who just bought a license even said that his copy already paid for itself several times over within the first couple of days of using it!
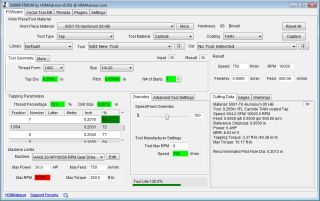
To thank for enthusiasm, i quickly implemented some of those suggestions and i am now releasing them in this version 0.710
New thing are
- Adjustable font size and style. (in Settings) Allows to adjust global application font.
- Adjustable default values for Speed&Feed Overrides, Tool Productivity, Deflection and Torque Limits. (in Settings) You can now set values to which overrides reset by default.
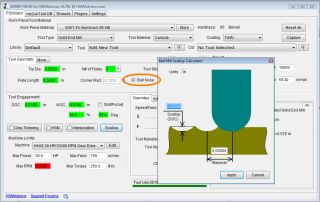
- New Plunge Feedrate field shows up for milling tools.
Non-Center cutting tools like Indexed endmills etc. will have plunge feed equal Zero.
Thanks everybody for support and suggestions!
As usual you can download the latest release on the Download page.

 HSMAdvisor enables me to efficiently do the math that saves me not just a lot of time as I can confidently often use higher speeds but also a lot of money, as I tend to break less of those expensive 2 and 3mm carbide tools that see a lot of use on my folder production. Also because I work with a dozen different materials - from D2 steel to Titanium to Bronze - and a lot of different cutter types and finish requirements it's just nice not to have to work with "guess-work" for the feeds and speeds.
HSMAdvisor enables me to efficiently do the math that saves me not just a lot of time as I can confidently often use higher speeds but also a lot of money, as I tend to break less of those expensive 2 and 3mm carbide tools that see a lot of use on my folder production. Also because I work with a dozen different materials - from D2 steel to Titanium to Bronze - and a lot of different cutter types and finish requirements it's just nice not to have to work with "guess-work" for the feeds and speeds.


 Hello guys,
Hello guys, I have long wanted to update
I have long wanted to update