HSMAdvisor 0.201 Update has been released.
May 27, 2013, 1:50 am by Eldar Gerfanov (Admin)
This is a bug fix release.
Because of amount of new features that was added to the front and back end in the previous version some bugs have crawled in.
Bugs fixed in this update
-
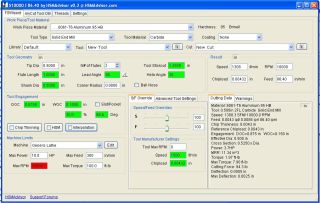
Fixed the behaviour of Manufacturer Settings- Speed and Chipload
-
Fixed Slotting Checkbox getting stuck when it was supposed to be unchecked
-
Fixed Edit Tool and Edit Cut dialogs that did not update changed data properly
-
Click on DOC label in turning mode now resets DOC to default
- Removed the nag screen that appears after 15 days of usage - was never inteded to be there
Again thanks to everybody sending their bug reports and suggestions to me.
Without you my job would have been much harder.