HSMAdvisor v0.822
A latest update to HSMAdvisor is available right now in the downloads section!
The main new thing is ability to assign custom or Tool Manufacturer-recommended Speeds and Feeds to tools saved in the database.
Please refer to this tutorial for a detailed walk-through on how this can be accomplished.
Why have manufacturer-recommended speeds and feeds when my calculator already does pretty much the same thing?
Simply because cutter geometry and composition varies from manufacturer to manufacturer. And tools made by different companies often vary in quality and performance.
Even things like cutter material and coatings vary in hardness and toughness.
Aside from this major update, little bugs were fixed.
Fixed and Improved:
-
New "Speed and feed source" indicator disappearing problem solved.
-
Fixed limits for drilling, taping and turning.
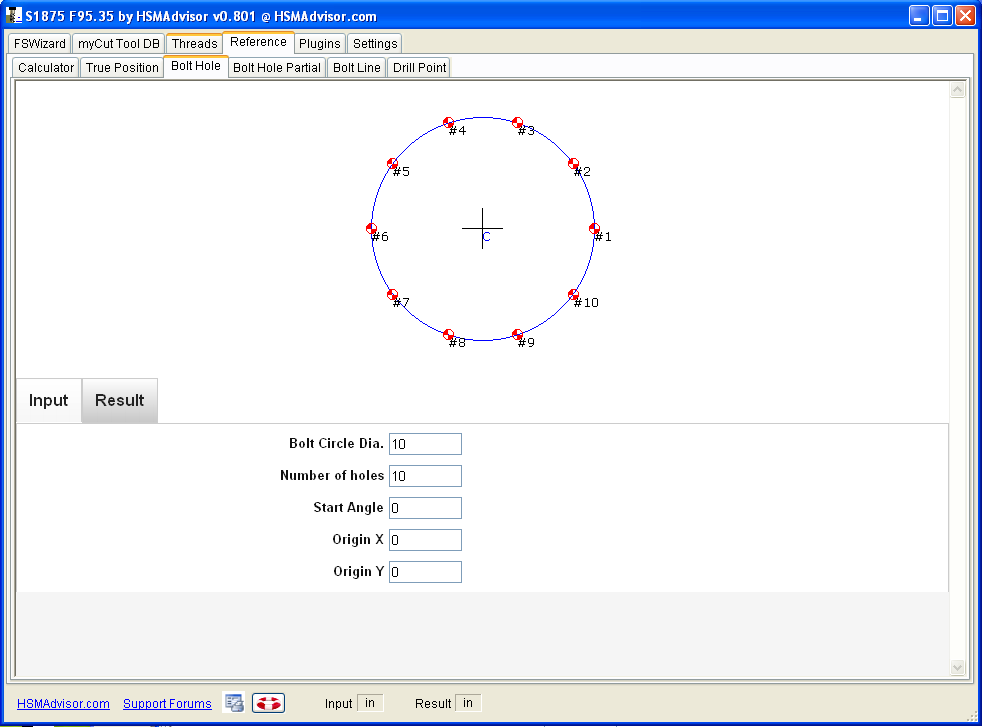
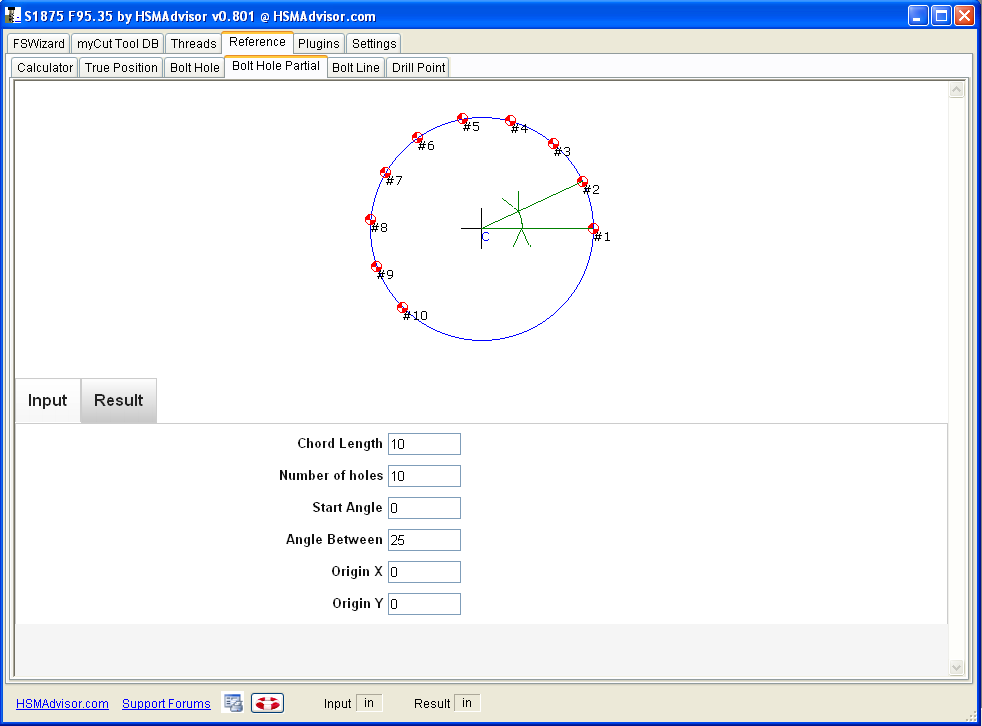
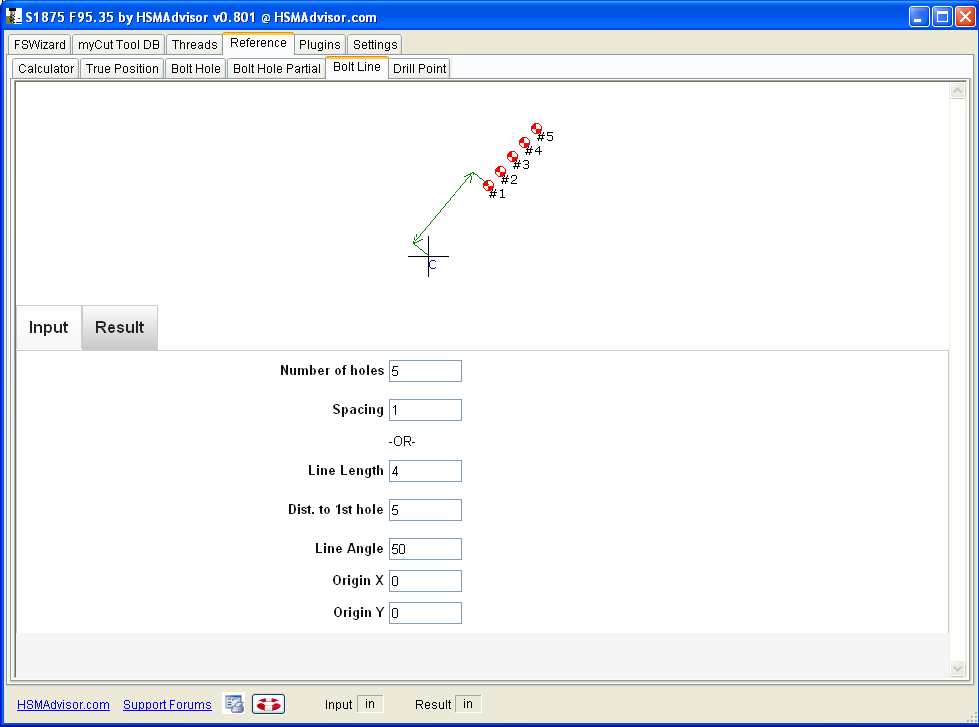
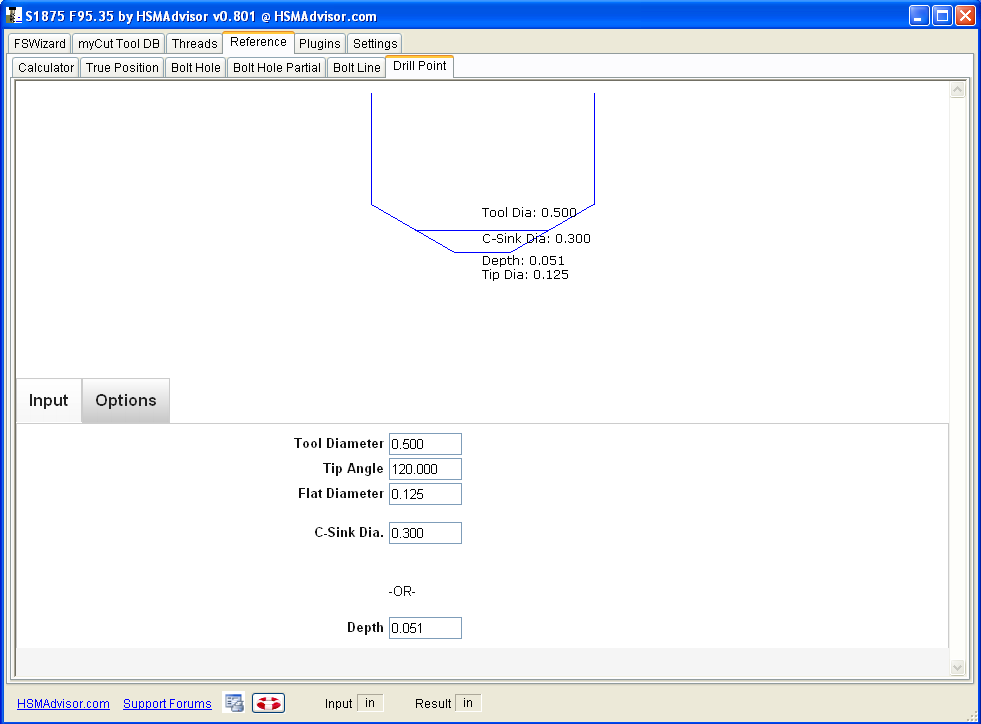
- changed layout for Reference Calculators
Edit: I just uploaded a video showing how to add custom Speeds and Feeds to youtube.

 Recently i noticed that I (and everyone else) could not add new information to my website.
Recently i noticed that I (and everyone else) could not add new information to my website.