HSMAdvisor 0.200 Is available for download
May 12, 2013, 11:10 pm by Eldar Gerfanov (Admin)
This HSMAdvisor v0.200 release is a major step forward.
Aside from major rewrites that i did to improve stability of the code there are also new features that will improve user experience
and move us one step ahead towards making it the best tool for machinists.
New Features
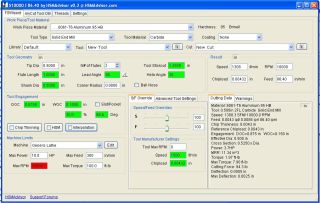
- Circular Interpolation feedrate compensation
Now you can get compensated feedrates for milling inside and outside round features. - HSM and Chip Thinning
are now two separate check boxes.
Chip thinning allows to compensate for thinning chip thickness at low radial and axial engagements.
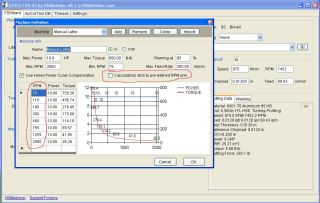
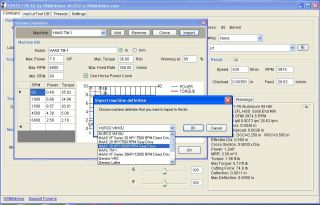
HSM allows to increase cutting speed when chip thinning occurs. - Manufacturer's Speed and Chipload input
For when you need to enter manufacturer recommended S&F values. - .NET 2.0 Framework
Starting from this release i have downgraded required framework version from 4.0 to 2.0
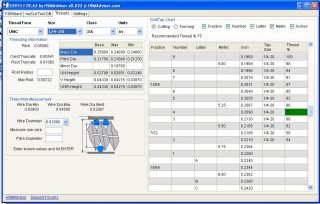
This will allow us to target wider audience as it immediately drops requirements for Windows computers. - UNEF and UNS threads
New thread sizes were added into the Threading section. - Drill Chart
was expanded to drills up to 1.5" in diameter
Bugs Fixed
All the existing bugs were tackled when code re-write happened.
I took a long time testing and fixing all of the problem and suspect areas, so at this poing it should be bug-free.
HSMAdvisor_v0.200 program picture.JPG