In this update i fixed some of the annoying things that were present in my app before.
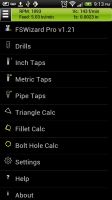
Firstly i have totally changed the way app renders. Instead of using gradient backgrounds i am now using background images everywhere. This prevents glitches that some users reported before.
Then main menu now takes the whole screen. Small but descriptive icons were added to ease the navigation. Also scrolling problems for all of the devices were fixed there.
Phone Back button now exits the main menu or the virtual keyboard.
To shut down the app you have to tap Back key twice. This prevents acidental exits.
Phone Menu button opens main menu now. So the workflow is a lot like in the rest of android apps.
As a test i gave it to my wife to try out. She was pleased and managed to run through the whole app within a couple of minutes and never got lost. She especially liked menu icons, said they looked cool.
Email me or post on forums if you have any feedback.