FSWizard Machinist Speed and Feed App Update!
After more than a year in development and having its entire code base rewritten FSWizard Android app has finally been released to production!
The main goal of the initial production release was to not drop the ball. So the number of new features is relatively small.
The biggest visible improvement is the new design that conforms to the mobile UI standards.

We also support more materials in the lite version of the app than ever: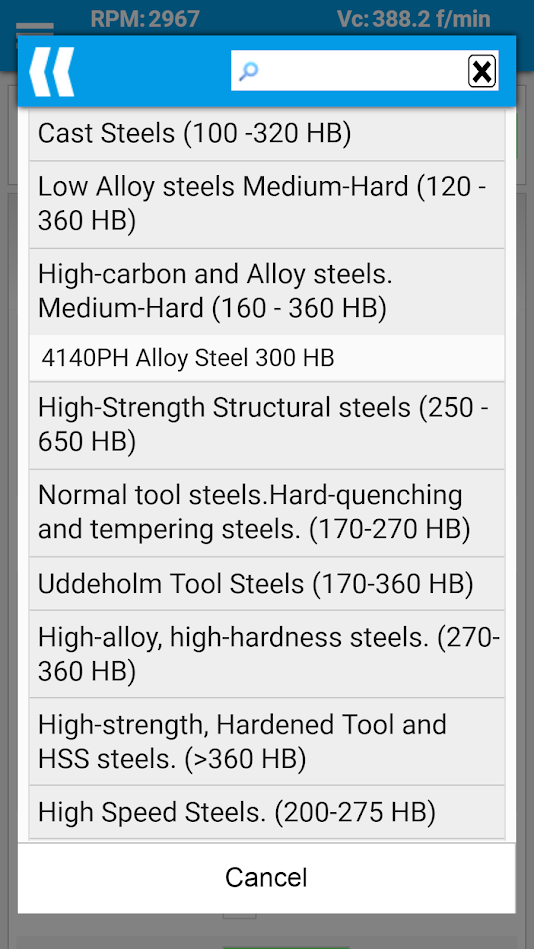
For HSMAdvisor customers all the available materials will be downloaded after the Login.
Another improvement is the sliding Speed and Feed overrides that are now located not only on the usual Overrides panel, but also on the Result panel:
This allows you to see the effect your changes make in the real time.
The new version of the app also allows to push immediate updates and hot fixes.
So expect a lot of new features delivered to you faster.
As you might have guessed I did not re-design the whole app just to add a couple of new sliders and a new design.
My plans is to fully integrate FSWizard with HSMAdvisor having them exchange tool libraries and cutting data.
Ant the core design changes that i made will allow for this work to proceed forward.
New FSWizard. Check it out if you have not already!
PS. for now the update is only available for Lite Android version of the app. FSWizard PRO Android and all version for iOS are still sporting old version. But I expect to update them within a week as well.




