General Speeds and Feeds Formulas
December 24, 2010, 7:10 pmArticle Summary
Eldar Gerfanov (Admin)
December 24, 2010, 7:10 pm
Eldar Gerfanov (Admin)
January 3, 2023, 2:42 am
401725
Public
Author Summary
What are Machining Speeds and Feeds
One of the primary tasks machinists must learn to perform is a calculation of speeds and feeds required for milling, drilling, and turning.
It starts with knowing what workpiece material you have and what tooling and how you will be using to machine it.
The combination of these two factors determines your initial Cutting Speed and Chip Load that you can put into the speed and feed formulas to calculate the cutting tool RPM and feed rate.
Cutting Speed is the speed at which the tip of the tool travels through the material. It is commonly expressed in Surface Feet per Minute (SFM) or Surface Meters per Minute (SMM).
Chip Load is the advancement of each tooth per revolution of the tool.
In other words, Chip Load is the thickness of the material that each tooth removes per each revolution.
So how do you find the Cutting Speed and Chip Load for your tool?
Tool manufacturers often post Cutting Speeds and Feeds for their tools for various materials and cutting conditions.
Most experienced machinists simply remember cutting speeds and chip loads for materials they machine most often.
Here are commonly recommended cutting speeds and chip loads for carbide tools for a couple of materials:
- Aluminum: 300SFM, 0.7% of the diameter (for example fz = 0.5"dia x 0.007 = 0.0035in/tooth)
- Annealed Tool steel: 150SFM, 0.4% of the diameter (for example fz = 0.5" x 0.004 = 0.002in/tooth)
When you have manufacturers' data simply find your tool in the catalog and cross-reference the cutting speed and chip load against the tool diameter: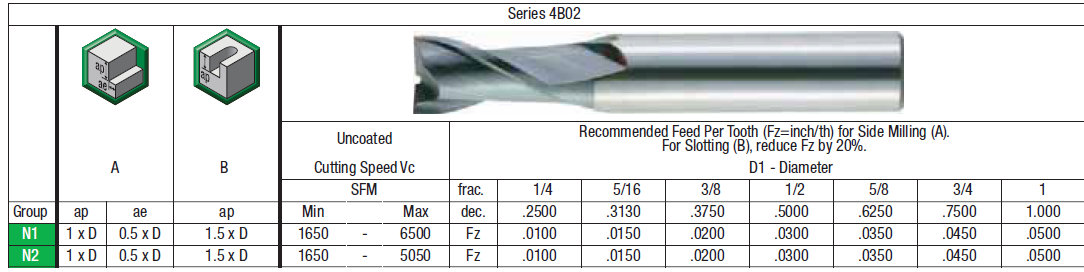
Since cutting speeds can be in either Imperial (SFM) or Metric (SMM or m/min) units, you have to use two formulas to calculate the RPM.
Imperial Speed and Feed Calculation
| RPM= | 12 x SFM | = Please enter Speed and Diameter |
| 3.14 x in |
Feed Rate = RPM x x in = Please enter RPM, number of teeth, and chip load (in/min)
Metric Speed and Feed Calculation
Feed Rate = RPM x x mm = Please enter RPM, number of teeth and chip load (mm/min)
RPM=
1000 x m/min
= Please enter Speed and Diameter
3.14 x mm
Want something better?
Try our desktop HSMAdvisor Speed and Feed Calc or the Free Mobile/Online FSWizard Machinist Calculator
More about formulas needed to calculate turning, drilling, and of course milling speeds and feeds
Here are a few basic formulas with term explanations to get you going:
Calculating Spindle Speed (RPM) Using Imperial Cutting Speed:
Simplified imperial formula: Simplified metric formula: Feed_Rate=RPM x N(teeth) x CL(chip load) Calculate Speeds and Feeds for 1/2" (0.5 in) 2 flute end mill in Mild Steel at cutting speed = 100(ft/min), Chip Load=0.001(inch per tooth) = For turning applications, we do not need this formula since Spindle Speed is usually given in Constant Surface Speed (CSS), which uses SFM value directly. But if you still want to use the RPM formula, then the diameter value is the actual diameter of the workpiece. The formula is used for milling and drilling applications. Please note that some tool manufacturers provide their recommended feed rate as feed per revolution. In such cases do not multiply by the number of teeth. Feed Rate = RPM x N x CL Feed Rate = 800(RPM) x 2(teeth) x 0.001("chip load) =1.600 (in/min) Our own free Speed and Feed Calculator can help you calculate cutting parameters for many different material groups.
RPM=
12 x SFM
3.14 x Diameter
RPM=
3.8 x SFM
Diameter
Calculating Spindle Speed (RPM) using Metric Cutting Speed:
RPM=
1000 x SMM
3.14 x Diameter
RPM=
318 x SMM
Diameter
Calculating Feed Rate :Definitions
Examples:
Calculating Spindle Speed (RPM):
RPM=
12 x SFM
3.14 x Diameter
RPM=
12 x 100(ft/min)
=764(revs/min-1)
3.14 x 0.5(in)
Calculating Feed Rate in Inches Per Minute (IPM)
Easily Calculating Speeds and Feeds on your smartphone or computer