First real project almost done!
December 10, 2020, 8:36 pm by Eldar Gerfanov (Admin)
Machined this 2-piece utility knife on my ProLIGHT2000 benchtop CNC.
Just one little lock left!
View this post on Instagram
![]()
![]()
![]()
Machined this 2-piece utility knife on my ProLIGHT2000 benchtop CNC.
Just one little lock left!
View this post on Instagram
I have just released a big update for our HSMAdvisor for MasterCAM.
Plugin v2.1.12 now supports Mastercam 2021, 2020 and 2019
Features for all versions are now aligned to the latest HSMAdvisor code!
Check it out here: https://hsmadvisor.com/?page=HSMAdvisor_for_MasterCAM
Cheers!
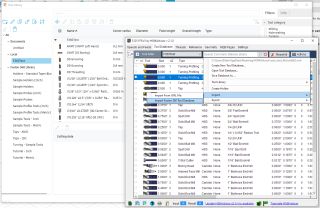
It only recently occurred to me that since the introduction of the HSMWorks Tool Library import feature, HSMAdvisor users can import all kinds of libraries designed for F360!
Thanks to the popularity of F360, many tool manufacturers offer their stock in Fusion format.
You can see and download them all from here:
https://cam.autodesk.com/hsmtools
You can download and import the .hsmlib file you need into HSMAdvisor using the Tool Database ->Actions->Import->Import HSMWorks Tool Database menu.
For example, Harvey offers HSMWorks Tool Libraries for all of their tools over here:
https://cam.autodesk.com/hsmtools?p=%20Harvey%20Tool&utm_source=Pardot&utm_medium=Redirect&utm_content=Harvey_Fusion&utm_campaign=CAM_Tool_Libraries
I tried it with their endmill database.
It is huge, contains about 16 thousand tools, and rendering all of them on the same page takes about 10 seconds on my computer.
It is not too bad, though, since you can use filters to limit the number of displayed tools and find the one you need faster.
Perhaps I should include the ability to download them directly into HSMAdvisor without having to go to the website?
Let me know what you think about it!
Finally got my proLIGHT CNC Mill running with UCCNC control software.
Chose that over mach3/4 because uccnc software seemed better made. Unfortunately, it too has bugs.
Most importantly, executing gcode.
Instead of running all codes in a block simultaneously, it does them in the incorrect order.
For example, code like
Don't need to tell you this may lead to crashes.
So I changed the MasterCAM's post processor to output some of the codes in different lines.
Hopefully, devs will fix this issue soon.
In other news, I have just finished the first 2-tool piece.
It was a miniature skull figure made out of aluminum:

I got 150 bucks for machining that for a guy I met in a Facebook group. Nice!
The smallest endmill was 1mm ball nose, and it held up perfectly at max RPM of 5000 and feed rate of about 25ipm.
The DOC and stepover were about 0.004"
Now I wish it had a 20k spindle. If I could run at 100ipm, it would make a quick work of that little piece.
This way, it took 1 hour, which is not too bad either.
Cheers!
After almost one month of waiting for parts, tracing wires, testing, soldering, and assembling. Here is the finished product!
Milling case hardened t-slot nuts:
Quick Tool change action with Tormach TTS holders:
Having done all the motor tuning and testing on the table, it was time to mount everything inside the machine enclosure.
I cut the heatsink to size enough to house four drivers, laid out some mounting holes, and drilled and tapped them M3.
Then drilled clearance holes in both the heatsink and the board and joined them with some 19mm long brass standoffs.
Drilled a hole in the enclosure for the motion controller mounting and LAN cable connection.
Then the main board containing drives and the power board and the breakout board were installed in the machine.
At this point, I realized the drive mounting scheme I chose was a mistake because it was a lot more challenging to connect the wires to the drive terminals so deep and so close to the enclosure. It helped to unscrew the main board, pull it out a little, connect the wires and only then push it back in and screw it to the wall of the enclosure.
Traced all the black cable going to the fuses and found which ones control the spindle and which ones go to the appliance plugs.
By fiddling with the controls on the front of the machine, identified all the wires and their functionality.
The Gecko G320X drives use the same (ERR/RES) pin controlling the drive fault reset and the error status.
When the drive is at fault (every time you startup or when the motor loses too many counts), it has a ground voltage of 0. If you pass +5v, it will reset the fault and enable the drive.
So I had to re-use the red cycle stop button to pul it to +5V when the machine is started. To sense the drive fault and stop the machine I used pin 12 (pull-down) on the C11G BOB. So when any of the drives pull ERR/RES to ground, the C11G board and mach4 react to it like an E-STOP.
The motors mounted back, and the encoder wires soldered directly to the data cable wires of the same colors. For that, I cut off the bulky DB-25 connectors.
Pay attention to the property belt tensioning. According to the manufacturer, the belt should sag a maximum of 1mm under the pressure of about 3 pounds applied at its middle point.
With everything connected, it is time to test the machine. See how it homes and runs!
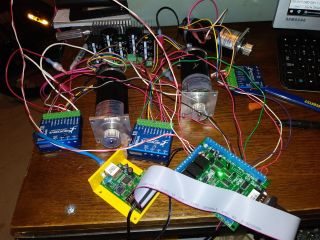
 Everything mounted and connected. What a mess!
Everything mounted and connected. What a mess!
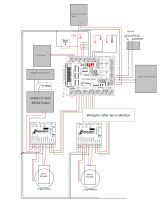
 Wiring Schematics
Wiring Schematics
Finally got all the parts a coulple of days ago and by now have connected everything on the table.
By accident ordered a wrong mounting plate for the encoders and decided to design and 3d print themon my own. In the morning I had 3 brand new encoder mountings!
By trial and error figured that it is best to leave the default encoder count to 2048 PPR. With that set, the servos are very stiff yet quiet. Almost no dithering.
Managed to connect the spindle control and have it turning CW at programmed speed. Yet can't figure out how to run it backwards:(
 Encoder Top
Encoder Top
 Encoder Bottom
Encoder Bottom
 Electrical Cabinet
Electrical Cabinet
 All connected on the table
All connected on the table
I have been hunting for a very rigid but small machine for the last year or so.
And when I finally found one for sale on an auction in Minnesota, I could not pass.
Now the machine is in my garage.
It is a surprisingly heavy machine with a solid epoxy granite frame.
The features are as follows:
I built a table with casters for it and upon plugging it to a computer it turned out that.... It's dead!
The proprietary Animatics control in the back is not working, which means 95% of all electronics in the back must be replaced.
I was actually almost hoping for that because the original software is DOS-only. It is hardly convenient to work with it.
I want it to work under mach or LinuxCNC
So I ordered the required parts online and when all of them are here, I will start the retrofit process.
I will be documenting my process in comments.
Wish me luck!
 20200815_172817.jpg
20200815_172817.jpg
 20200815_173030.jpg
20200815_173030.jpg
 20200815_172804.jpg
20200815_172804.jpg

HSMAdvisor/FSWizard got featured on DIY Engineering!
It seems like HSMAdvisor's machine profile settings and power compensation work just fine even for as small of a CNC machines as Nomad Carbide 3D:
Great news for our many Fusion 360 users!
Starting with HSMAdvisor v2.1.0, you can import HSMWorks hsmlib files into the HSMAdvisor database.
Holder import is not yet supported, but I will add it in one of the next updates.
Please have Fusion export the tool library in HSMWorks .hsmlib format
Not sure what to do with allowing HSMAdvisor to export tools into F360...
Please let me know if you are interested in this functionality, and I will work on it.
Take it for a ride and let me know if there are any issues with it!
https://hsmadvisor.com/?page=Download
Cheers!
© 2009-2022 Eldar Gerfanov. All Rights Reserved.
© 2009 Eldar Gerfanov. Materials on this site are presented as is and are mostly for educational use.
You may freely reproduce information presented herein without any consent from me, provided you include link to this site.
In case when i am not the copyright holder, you may want to contact proper owner of material. Anyway, they are freely available on the Internet.
If you hold the copyright right for any of the materials on this site and want them removed, please contact me here