By GeorgeIoak
1" Thick 6061 Al on ShapeOko
I've built a slightly upgraded ShapeOko 2 machine and am just starting to work with aluminum. I should have started with something thinner than 1" but I've already got most of it machined and have broken 3 bits so I'm on a mission to tackle this!
I've got a Bosch Colt router and the bit that seemed to give me the best results is a Titan 2FL 1/8" shank, 1/8" diameter, 1" LOC, and 3" OAL.
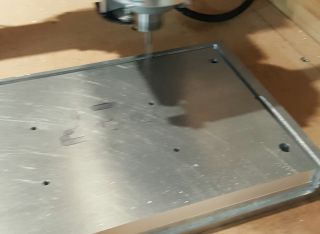
I tried different feeds and speeds keeping the feed rate below 40ipm in some cases but mostly under 20ipm. I was using 0.010" DOC and performing a contour on my part so the bit was making a slot (see pictures for details).
I made a roughing pass and I'm now trying to do the finishing pass which has ~0.005" of material left. I use approximately because during one of the bit breaks I must have lost some steps and lost my 0,0 which I tried to adjust for but was still a little off.
The last bit broke when I was 0.610" deep into the material. It actually broke in the position you see in the photo which I would assume to be the lowest torque since it was barely taking anything off of the wall and only has material on 1 side. It broke when my vacuum hose touched the bit (the hose is plastic so I was surprised that it broke the bit).
I thinking perhaps I wasn't paying close enough attention to tool deflection? Since the machine isn't the most rigid and I'm working with a bit that sticks out probably 2" a little deflection could be very bad?
I was using a vacuum to clear out chips and also spraying occasionally with WD40.
In this case do I ignore chip load and pay more attention to defection? I was trying to hit a chip load of 0.001" before but if I use a deflection of 0.0007" it tells me to use the following:
DOC 0.008"
WOC 0.125"
RPM 32103
Feed 20"/min
What would you do if you didn't want to break anymore bits??!!
Thanks,
George
 During Cutting
During Cutting
Eldar Gerfanov (Admin)
First of all i would use bigger endmill.
A 1/4" or a 3/16" would work for you just fine.
Then i noticed in your photo that you are not clamping your cutter as deep as possible into the collet.
You have to make sure your endmill is not sticking out more than it absolutely necessary to make the cut.
That said if you used HSMAdvisor and followed it closely you would get good results.
I have cut 1" deep into hardened steel with a 2 flute (short shank length) successfully.
Gotta make sure those chips are either blown out or washed away as well.
Again people don't usually use 1/8" endmill for fun. If you can, you should use bigger cutter.
Good luck!:ernaehrung004:
GeorgeIoak
Thanks for replying and looking at this. I now realize that 1/8" was/is my biggest "problem". The bit is inserted into the collet as far as it can go. That is also working against me that the bit is 3" long but it was the only bit I could find when I was searching for something that I could receive quickly.
So with my setup do you think I should pay more attention to the tool deflection rather than chip load? The WD40 was helping but it also worked against me because the small chips would clump up and get stuck in the bottom of the channel so I was scrapping them out when the bit was on the end end of the stock.
Right now HSM says to use:
DOC 0.008"
RPM 32103
Feed 20"/min
which gives me 1050f/min and a chip load of 0.00031
BR,
George
Eldar Gerfanov (Admin)
You could try fogbuster system.
It does both lubricating and chip clearing.
The numbers seem about right considering you are using such a long endmill.
Just watch deflection. HSMAdvisor will tell you that at that length 0.005" flex is OK, but you got to realize that over 1" depth it may start pushing on your cutter too much. Try to keep deflection below 0.0025"
Cheers.