Shop made CNC lathe bar feeder/puller
March 12, 2013, 7:47 am by Eldar Gerfanov (Admin)
An attachment like this is sure to save you some time and money running your lathe unattended
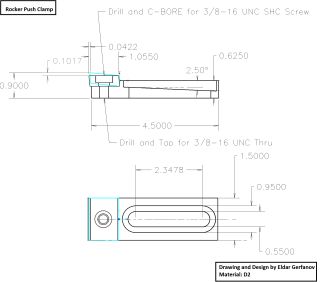
And here is a sketch that i used to make it
drawing
 Side view
Front view
Side view
Front view
Side view
Front view